So funktioniert´s!
Bremssattel einfach nur einschicken
Sie senden uns einfach Ihren alten Bremssattel an: NB PARTS GmbH, Daimlerstraße 7, 91301 Forchheim.
Schon nach kürzester Zeit erhalten Sie Ihren von uns NEU aufbereiteten Bremssattel zurück.
! SPUREN DES VERSCHLEISS – NICHT MIT UNS !
Fachmännische Instandsetzung von Bremssätteln
Aufbereiten vs. Instandsetzen
Bremssattel Aufarbeitung – automatisierte oder manuelle Detailarbeit
Bremsenhersteller und zertifizierte Wiederaufbereiter nehmen gebrauchte Bremssättel von Kfz-Werkstätten und Händlern zurück. Unterziehen die Sättel einer professionellen Wiederaufbereitung und bringen sie als hochwertige Austauschteile wieder auf den Markt. In den Großanlagen durchlaufen die Bremssättel standardisierte Industrie-Abläufe nach exakt vorgegebenen Taktzeiten. Für gängige Bremssättel, die auch unter dem Begriff „Bremszangen“ geläufig sind, ist das absolut vertretbar und kostengünstig.
Doch Oldtimerliebhaber und Eigentümer von speziellen Fahrzeugen äußern oft den Wunsch, ihre eigenen Sättel wiederverwenden zu wollen. Verständlich, denn unser Aufarbeitungsteam möchte ebenfalls so nah wie möglich am Original bleiben und es erhalten. Soweit eine Wiederherstellung des ursprünglichen Zustands möglich ist, setzen wir alles daran. Unser Wissen erstreckt sich über die komplette Bandbreite der Bremstechnik. Neben Bremssätteln gehört dazu auch das Aufarbeiten und Regenerieren von reibtechnischen und bremshydraulischen Komponenten. Fachlich gut aufgestellt geht unser Team auf jede Art von Besonderheit ein. Denn sind erst einmal 3 Jahrzehnte seit Herstelldatum der Bremsteile verstrichen, beginnt für Besitzer von alten Nutzfahrzeugen, Schlepper-Urgesteinen oder sonstigen Automobilen die eigentliche Odyssee – ihre wertvollen Fahrzeuge mit gut erhaltenen Bremssätteln und den dazu passenden Überholsätzen zu bestücken. Diverse Bauarten und Ausführungen, die sich im Laufe der Zeit herausgebildet haben, erfordern oft eine ganz spezielle, auf die Gegebenheiten zugeschnittene, fachgerechte Instandsetzung.
Nachfertigung
Letzte Rettung – passgenau neu angefertigt
Wenn sämtliche Reparaturansätze ins Leere laufen – wie beispielsweise bei zu starkem Abtrag der Metalloberfläche in Zylinderbohrungen oder bei erheblichen Brüchen und Rissen in Gehäusen oder Kolben – dann besteht die Möglichkeit ihr gutes Stück nach Originalmaß nach zu fertigen. Zunächst werden Guss-Rohlinge bzw. Stangenmaterial bei Kolben mittels moderner CNC-Verfahren spanabhebend bearbeiten. Die Werkstücke durchlaufen präzise ausgeführte Zerspanungsprozesse wie Fräsen, Bohren oder Reiben. Anschließend werden die Oberflächen nachbehandelt. Gussteile werden in elektrolytischen Bädern, durch galvanisches Verzinken und Passivieren, durch Tauchlackieren (KTL) und Pulverbeschichten, oder auch durch das Auftragen von Lackschichten mit nachfolgender Trocknung in speziellen Öfen gegen Korrosion geschützt. Aluminiumteile erhalten in Harteloxalverfahren (Harteloxieren, Hartanodisieren) korrosions- und abriebfeste Beschichtungen. Es kommen Verfahren nach neuesten Stand der Technik zum Einsatz. Für die originalgetreue Rekonstruktion des Sattelgehäuses, ob nun für Festsattel, Schwimmrahmensattel oder Faustsattel, werden CAD Modelle erstellt und die Materialien genau bestimmt. Die Neuanfertigung unterliegt den gleichen Qualitäts- und Sicherheitsstandards wie bei zertifizierter Produktion von hochwertigen Neuteilen. Kolben und sogar Kleinteile wie Federn und Schrauben können von unseren Partnern kundenspezifisch hergestellt werden. So wird jedes seltene Unikate und Auslaufmodell weiterhin im Einsatz bleiben können.
Wartung
Zustand der Bremsen im Blick behalten
Durch jährlichen Austausch der Bremsflüssigkeit und durch rechtzeitige Wartung können bereits frühzeitig Defekte erkannt und behoben werden. Schäden lassen sich so schon im Anfangsstadium beseitigen, bevor sie dem Bremssattel stärker zusetzen.
Abgesehen vom regelmäßigen Bremsflüssigkeitswechsel sind es oft die kleinen unbemerkten Patzer beim Einbau von neuen Bremsbelägen, die dem Bremssattel schaden. Bei der Montage erwischt es meist die empfindlichen Manschetten an Kolben oder Führungsstiften, so dass dann leicht Feuchtigkeit eindringen und zu unnötiger Rostbildung führen können. Materialermüdung und Verschleiß erledigen den Rest. Das hohe Alter von Klassikern und zu lange Standzeiten sind eine wahre Herausforderung. Tragen Sie dazu bei, dass ihre Bremsen kein Extremfall werden und auch nach Jahren und Jahrzehnten noch instand zu setzen sind.
Dokumentation
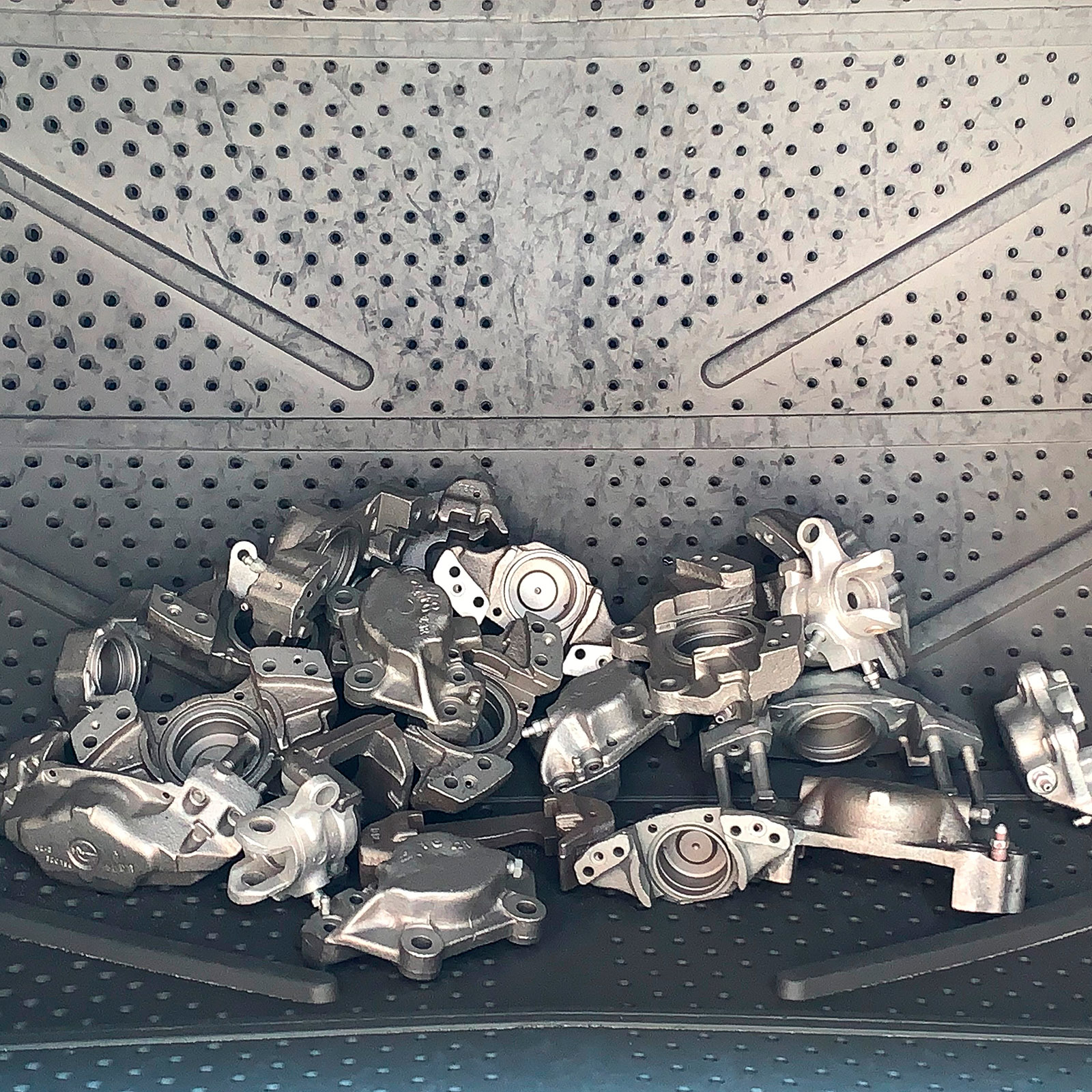
Begutachtung bis ins kleinste Detail
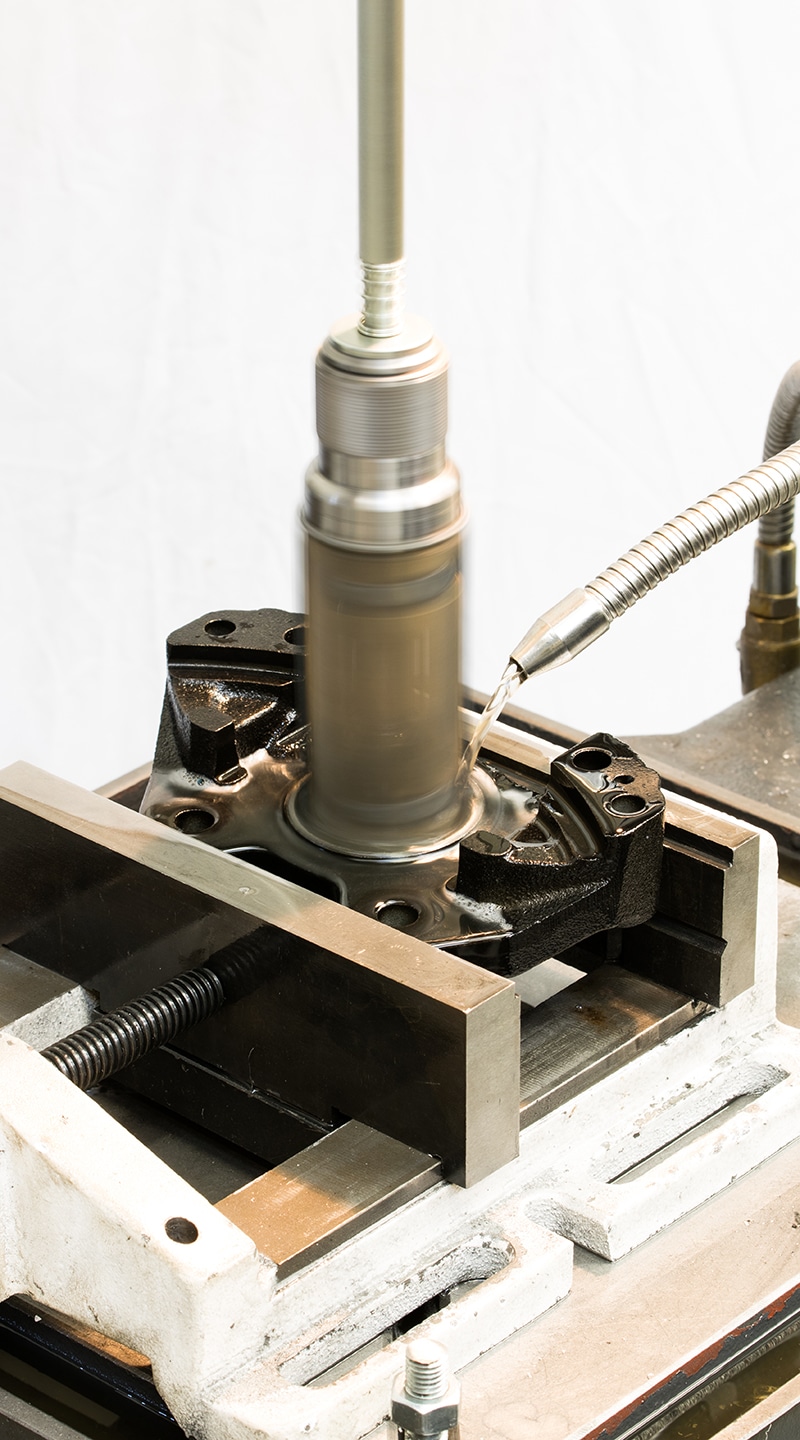
Bei Eintreffen des Sattels wird dieser mehrfach auf Mängel und Schäden geprüft. Dazu wird er in alle Einzelteile zerlegt und gesäubert. So lassen sich Hohlräume und schwer erreichbare Stellen besser kontrollieren und der Ist-Zustand genauer einschätzen.
Dies kann unter Umständen ein schwieriges Unterfangen werden. So sind womöglich die Kolben festgefressen und rühren sich kein Millimeter von der Stelle. Mit Spezialwerkzeug und/oder Hochdruck-Hydraulikpresse versuchen wir die Kolben in Bewegung zu setzen. Beim Öffnen der Festsättel können festsitzende Schrauben das Trennen der beiden Sattelhälften erschweren. Zudem müssen abgerissene Entlüfter oft unter hohen Aufwand herausgelöst werden, möglichst ohne dabei das Gewinde und die Ventilbohrung im Gehäuse zu beschädigen. Das alles ist sehr kompliziert und zeitaufwendig, und erfordert die routinierten Handgriffe unseres Technikteams. Ab und zu hält unser Team auch Kombi-Sättel mit integrierter Feststellbremse (Kolbenmechanik) in den Händen. Mit versiertem Blick erkennen sie sofort, welche eingepressten Abdeckungen oder welche Segerringe geöffnet werden können.
Manche Innenmechanik oder Nachstelleinheit sollte besser nicht ausgebaut werden. Bei solchen Fällen erfolgt die Demontage individuell und in Absprache mit dem Kunden. All das, was vom Gehäuse entfernt werden kann, wird ausgebaut. Die Bauteile werden genauestens unter die Lupe genommen, protokolliert und auf Wiederverwendbarkeit geprüft. Bei nicht mehr wiederverwendbaren Komponenten wird die Verfügbarkeit von Neuteilen abgefragt. Verschleiß- und Gummiteile werden generell ausgetauscht. Wir halten viele Einzelteile auf Lager. Sollten Teile nicht verfügbar sein, so holen wir entsprechende Angebote unserer Partner ein. Die Dokumentierung umfasst die drei folgenden Kernbereiche:
Bestandsaufnahme Sattelgehäuse
Das Gussgehäuse aus Gusseisen, Stahlguss oder Aluminium – meistens handelt es sich um den Werkstoff Grauguss (GG) – wird eingehend auf Rissbildung, Materialbrüche, Korrosionseinwirkung, Materialverschleiß und mögliche Lunkerschäden untersucht.
Beim Bremssattelgehäuse liegen schwerwiegende Schäden vor, wenn abgebrochene Ventile oder z.B. die Dehnschrauben im Festsattel stecken bleiben, die Anlageflächen der Sattelhälften nicht mehr zu „glätten“ und im Bereich der Schraubverbindung zu stark korrodiert sind. Oder aber, wenn die Zylinderbohrung durch extremen Rostbefall oder übermäßiges Honen so stark abgetragen ist, dass die Toleranzen für den Raum zwischen Kolben und Zylinderbohrung überschritten werden. Besteht also keinerlei Aussicht mehr das Sattelgehäuse aufzuarbeiten, kann nach eingehender Materialbestimmung und Vermessung eine Neuanfertigung des Sattelgehäuses sinnvoll sein.
Bestandsaufnahme Kolben

Beim Kolben muss auf Kantenausbrüche, weggebrochene Nutflanken, scharfkantige Bereiche, sowie auf Risse, Riefen, Dellen und abplatzende Chrom-Beschichtungen geachtet werden. Zu starke Riefenbildung am Kolben (aber auch an der Zylinderbohrung im Gehäuse), stark vertiefte Roststellen und Kratzer, oder flächendeckende Lochfraß- und Oberflächenkorrosion, behindern bereits die Kolbenbewegung im Zylinderinnenraum und führen zu Spannungen und Verschiebungen des Kolbens und des Dichtrings. So war es damals nicht unüblich die Laufflächen der Zylinderbohrung bei starken Rostbefall mittels Honen auszubessern und die Kolben entsprechend anzupassen. Bei den heutigen enge Toleranzen nimmt man solche Eingriffe am Bremssattel nicht mehr vor. Die Herstellung von Bremskolben hat sich mit der Zeit verändert. So wurden zunächst gegossene Kolben mittels Graugussverfahren und spanabhebender Bearbeitung hergestellt. Dann ging man dazu über Stahlkolben in spanlosen Umformprozessen zu fertigen. Diverse Verfahren kommen zum Einsatz wie: Tiefziehen, Fließpressen, Formpressen, Faltung der Anlagefläche, Rollieren von Nut und Schulter und vielem mehr. Tiefgezogene Stahlkolben sind leichter und dünnwandiger als Gusskolben. Gewichtseinsparungen konnte man auch mit Aluminiumkolben erzielen. Diese dehnen sich unter Wärme stärker aus und leiten Erwärmungen von Bremsbelägen stärker weiter als konventionelle Stahlkolben. Solche vom Hersteller ausgetüftelten Kolbenkonstruktionen sollten nicht verändert werden und daher müssen die Kolben exakt nach fahrzeugspezifischen Vorgaben ausgetauscht werden. Dies ist erst recht bei bei Kolben aus Kunststoff erforderlich. Um die geringe Wärmeleitfähigkeit des Duroplast-Materials zu verbessern und eine thermische Überlastung der Bremsklötze und des Kolbens zu vermeiden, werden Metalleinsätze oder Zusätze aus Metall integriert. Zudem sind Kunststoffkolben (Phenol-Kolben) bei extremer Überhitzung stark rissanfällig. Im Material bilden sich Hitzeschäden, die mit bloßem Auge nicht zu sehen sind. Eine rein visuelle Inspektion kann diese inneren Schäden durch Hitze, altersbedingten Materialabbau oder seitliche Stoßbelastung nicht erfassen. Daher wechseln wir Kunststoffkolben generell aus. Sollte ein alter gegossener Kolben durch Schleifen, Beschichten und Polieren nicht mehr gerettet werden können und auch als Austauschteil nicht mehr erhältlich sein, kann eine kundenspezifische Neuanfertigung an CNC Fräs- und Drehmaschinen weiterhelfen. Dies erfolgt in Absprache mit dem Kunden.




Bestandsaufnahme Einzelteile
Dichtungen können schrumpfen, einlaufen, völlig porös und rissig werden. Völlig egal, alle Gummiteile und Dichtelemente, ob nun Staubmanschetten, Schutzkappen, Kolbendichtringe oder innenliegende Dichtungen – sie werden bei uns gegen neues Material in Erstausrüsterqualität ausgetauscht. Bei seltenen Exemplaren kann sich die Suche nach dem adäquaten Teil als mühselig entpuppen. So muss z.B. das Elastomer-Material (EPDM, NBR, SBR/NR) bestimmt und das Profil genau vermessen werden. Hier stehen uns erfahrene Partner zur Seite und ermöglichen auch Sonderanfertigungen nach CAD Zeichnung und Muster. Beim Demontieren der Sättel kommen eine Vielzahl an mechanischen und hydraulischen Bauteilen zum Vorschein und werden von unserem Aufarbeitungsteam lückenlos dokumentiert.
Jeder Bremssattel erfordert seine ganz speziellen Kleinstteile, ob nun Entlüfterventile, Federn, Klammern, Stifte, Schrauben, Schutzringe, Schutzmanschetten, O-Ringe, VKT-Dichtringe, Kupferdichtringe, Schraubstutzen oder Führungsbolzen, Buchsen u.v.m. Und in manchen Fällen kann die Suche nach neuen Einzelteilen sehr kompliziert und zeitaufwendig werden. Die passenden Teile zu beschaffen kann zu einem kniffligen Unterfangen werden und wird dementsprechend als Zusatzleistung in der Rechnung aufgeführt.
Unser Kostenvoranschlag
Nachdem wir uns ein umfassendes Bild zum eingeschickten Bremssattel gemacht haben und abschätzen können, welche Arbeitsschritte für die Instandsetzung erforderlich sind, erstellen wir einen Kostenvoranschlag nach Aufwand. Beim Überholen des Sattels und beim Auffinden rarer Ersatzteile kann es eventuell passieren, dass unser Team auf nicht eingeplante Überraschungen stößt. Dann werden wir über das weitere Vorgehen in Absprache mit dem Kunden entscheiden. Die durchschnittliche Bearbeitungszeit beträgt circa 5 Arbeitstage.
Ihre Kundenfreigabe
Erst mit ihrer Zustimmung zum Kostenvoranschlag beginnt die Instandsetzung bzw. Aufarbeitung ihres Bremssattels. Eine Bestätigung ist unbedingt erforderlich.
Vollständige Reinigung
Dem Rost geht es an den Kragen
Zum Entfernen von alten Farb- und Lackschichten, Schmutz- und Rostablagerungen setzen wir bei Gussgehäusen Sandstrahltechnik ein. Empfindliche Bereiche wie die Gewindebohrungen werden während des Sandstrahlens abgedeckt.
Der Reinigungsstrahl dringt schonend bis zur metallisch blanken Oberfläche vor. Je nach Beschaffenheit können Sattelgehäuse auch an einer schwächeren Sandstrahlanlage mit weniger Druck und etwas feinerem Strahlmittel gereinigt werden. Weiche Aluminium-Gehäuse bestrahlen wir meist manuell per Hand mit sehr feinkörnigen Strahlsand. Anschließend werden die Gehäuse von noch anhaftenden Strahlgranulat gesäubert. Das ist der leichte Part des Entrostens und Entfettens.
Um letzte hartnäckige Schmutzreste zu lösen und schwer zugängliche Bereiche wie Entlüfterbohrungen, Gewindegänge oder Kanäle im Inneren zu erreichen, kommen zusätzlich Reinigungsbäder und Lösungsmittel zum Einsatz. Je nach Zustand ist entsprechend Geduld mitzubringen. Durch wiederholtes Einweichen und Spülen, Lösemittel bedingte Einwirkzeiten und durch Einsatz manueller Putzhilfsmittel lassen sich dann auch die letzten Winkel im Gehäuse erreichen.








Danach erfolgt nochmals eine Inspektion des Sattelgehäuses auf Risse und Defekte. Kolben und Kleinteile werden aufgrund ihrer filigranen Strukturen und ihrer oft empfindlichen Oberflächen separat z.B. per Tauch-Korb in Ultraschall-Bädern gereinigt. So können Vertiefungen und Hinterschneidungen gezielt von Schmutz befreit und entfettet werden. Gut erhaltene Dehnschrauben, Belaghaltestifte oder Spreiz-/Kreuzfedern können dann wiederverwendet werden.
Nach vollständiger Reinigung Vorher & Nachher im Vergleich


Erneute Konservierung
Sattelgehäuse bekommen neue Lackierung
Direkt im Anschluss an die Strahlarbeiten werden die gereinigten Gussgehäuse in einer elektrostatischen Pulveranlage neu beschichtet. Dabei wird zunächst auf die öl- und fettfreien Grauguss-Oberflächen eine Grundierung auf Epoxidharzbasis aufgebracht. Auf diese erste korrosionsschützende Grundierpulver-Schicht wird dann eine weitere Deckpulverlack-Beschichtung aufgetragen. Während des Pulversprühprozess werden Gewinde, Laufflächen und Bohrungen ausgespart. Es erfolgt das Einbrennen im Trockner nach vorgegebenen Haltezeiten und Ofentemperaturen bei 180°C. Beim Aushärten bzw. Vernetzen des Pulverlacksystems bildet sich eine neue hochwertige und widerstandsfähige Lackschicht aus. Die Gehäuse kühlen entsprechend ihrer Größe und ihres Werkstoffs auf Raumtemperatur ab.



Die Beschichtung auf Basis von Polyester- und Epoxydharz, bietet einen langfristigen Schutz vor Korrosion und Witterungseinflüssen (Nässe, Streusalz, usw.). Sie ist chemikalien- und lösemittelbeständig. Aggressive Bremsflüssigkeiten, Felgenreiniger oder starke Putz- und Reinigungsmittel aus der Waschanlage können ihr nur wenig anhaben.

Die Pulverbeschichtungen sind in 3 Standard-Farben sowie als frei definierbare RAL-Farbe erhältlich:




Bremssattelgehäuse aus Aluminium werden nicht beschichtet.
Im Aufarbeitungsantrag bitte die Option „ohne Beschichtung“ ankreuzen.
Oberflächen-Mikrostruktur
Bei Bedarf werden empfindliche Bereiche nachbehandelt
Die lackierten Grauguss-Gehäuse werden dazu abschließend an den Laufflächen behutsam „geglättet“. Mit speziellen Werkzeugen können scharfe Erhebungen und Spitzen, die durch Rostbefall entstanden sind, abgeflacht werden – ohne dabei die Toleranzen im Bohrungsraum zwischen Kolben und Zylinderbohrung maßhaltig zu verändern. Hierzu kommen akkurat steuerbare Maschinen zum Einsatz, die Beschädigungen an der empfindlichen Gehäuseringnut ausschließen. Denn der Sitz der Vierkant-Dichtringe, auch Dichtring- oder Staubkappennut genannt, ist entscheidend für die Rollback-Funktion des Dichtrings und wird im Zuge der Laufflächenbearbeitung ebenfalls mit sehr viel Vorsicht speziell gereinigt. Ähnlich vorsichtig wird mit Nutkanten am Kolben umgegangen.
Es folgen wiederum Spül- und Waschvorgänge bis das Gehäuse bzw. der Kolben letztendlich fürs Zusammenmontieren einsatzbereit ist.
Endmontage
Gehäuse, Kolben, Einzelteile – Alles wie neu
Die Revisionsarbeiten im Werkstattbetrieb sind abgeschlossen, die in der Zwischenzeit beschafften Teile liegen vor. Das Zusammensetzen der Bremssättel kann beginnen. Dazu werden die beanspruchten Laufflächen der Zylinderbohrung (Kolbenbohrung) und des Kolbens mit Montageflüssigkeit dünn bestrichen. Auch Dichtring und Dichtringnut werden gleichmäßig mit der Bremszylinderpaste eingerieben, bevor der Vierkantdichtring in die Nut eingesetzt wird. Mit aufgestülpter Staubschutzmanschette werden die Kolben in die Zylinderbohrung geführt, ausgerichtet und entsprechend fixiert und gesichert bis alles richtig sitzt.
Bei den Festsätteln werden die Verschraubungen an den zwei Sattelhälften (Flansch- und Deckelteil) auf Vordermann gebracht. Die passenden neuen Dichtungen eingebaut und bei Wiederverwendung der bisherigen Schrauben, diese mit etwas Loctite geschmiert. Die Bremssattelhälften werden dann an den sauberen Anlageflächen zusammengeführt und mit vorgeschriebenen Anzugsdrehmoment festgezogen.
Es folgen letzte Schritte der Endmontage. Anbauelemente wie Entlüfter, Schraubstutzen oder Bremsleitungen werden noch an den Sattel angebracht. Fertig – die Bremssättel sind jetzt rundum erneuert und in ihrer Funktion wiederhergestellt.




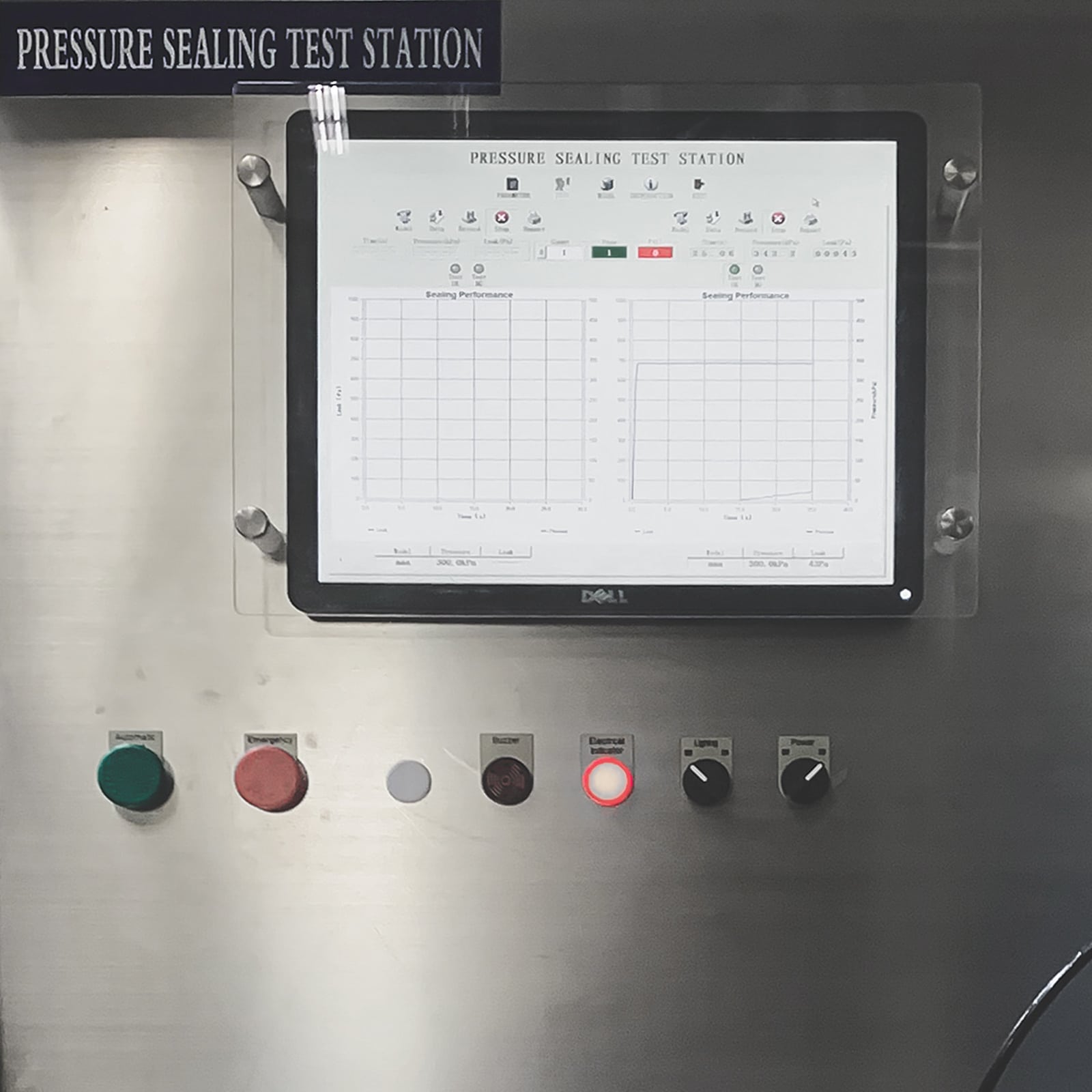
Endabnahme
Instandgesetzte Sättel werden geprüft
Wir möchten sicher gehen, dass die überholten Bremssättel in puncto Qualität und Sicherheit fehlerfrei laufen. Jeder einzelne Sattel wird daher auf Gangbarkeit, einwandfreie Funktion und Dichtwirkung der Dichtelemente geprüft. Bei der hydraulischen Dichtheitsprüfung wird der Sattel mit einem Prüfdruck von ca. 3,5 bar beaufschlagt. Während der Prüfung wird dabei der Druckverlauf festgehalten, um eine eventuelle Abnahme im Laufe der vorgegebenen Zeit zu messen. So darf z.B. im Niederdruck-Messbereich der Leckage-Grenzwert von 300 Pa nicht überschritten werden. Bei der Leckage-Kontrolle an der Niederdruckprüfmaschine wird automatisch die Kolbenbewegung auf Leichtgängigkeit mitgetestet. Nach erfolgreichem Abschluss aller Tests ist der Sattel nun gut gerüstet und bereit für den Versand (per DHL) zurück an den Besitzer.